Million Link have been selling 1000mt per month to Malaysia (2019-04-10)
Carbon content can be quite low
Need to get the carbon up to around 10%
Not very suitable for High Frequency Oven/Foundry (hard to melt)
Steel granules drop to the bottom of the furnace
Need to fix with other materials (such as a carbon raiser)
These ovens would only be able to consume a small amount of material per day
Better for Arc Furnaces
Steel Granules :
cannot reduce the carbon content
steel granules are produce after liquid steel is splashed from the furnace.
by-product of steel production
after washing and cleaning you get steel granules
not made from iron ore directly
Used for producing
Billet
Wire rod
Reinforced bar
Used in
Electric Furnaces
To Use
Melt big size scrap / pig iron first
then add steel granules
Weather
Flooding
Cyclones
Wet Season
Government
Sanctions
Tariffs
Regulations
Chinese Government closing smaller Iron Ore plants
less demand for lower quality Iron Ore
Environmental
War
Poor Administration
Foreign Exchange Fluctuations
End of Mining Leases
In India
Disaster
Disease
Terrorism
Falling Demand
Low Prices
due to increasing Supply
Transport
Labor Strikes
Australia
Cyclones (December – April)
Australia have a very strong Iron Ore industry. Its got stringent environmental regulations, but due to high quality and quantity resources, and a stable national government, there has been a large investment in infrastructure as well as excellent maintenance. The industry is dominated by big stable miners.
The most common threat to production are occasional cyclones which occur from December to April. There can be several cyclones in the Iron Ore producing region per year.
Due to high efficiency, it is unlikely the Australian Iron Ore industry will shut down due to low prices.
Iron Ore Resources in Australia38 Years of Cyclones – Red Dots are Severe CyclonesMajor Iron Ore Ports in Australia
Ports
Port Headland
Dampier
Cape Lambert
Companies
BHP
US$25.89 per metric ton for BHP Billiton
Rio Tinto
US$20.8 per metric ton for Rio Tinto
Fortescue Metals
US$51 per metric ton for Fortescue Mining Group
Hancock Prospecting
South Africa
Poor Administration
Transport Bottlenecks
Rail
Labor Strikes
Pakistan
Inefficient operations mean low prices will shutdown industry
Unhelpful Government Regulations
Poor Transport Infrastructure
Lack of Explosives
Monsoon weather events (July – Sept)
Terrorism in Balochistan region
Small Unreliable Miners
smaller miners stop mining if they have no customers
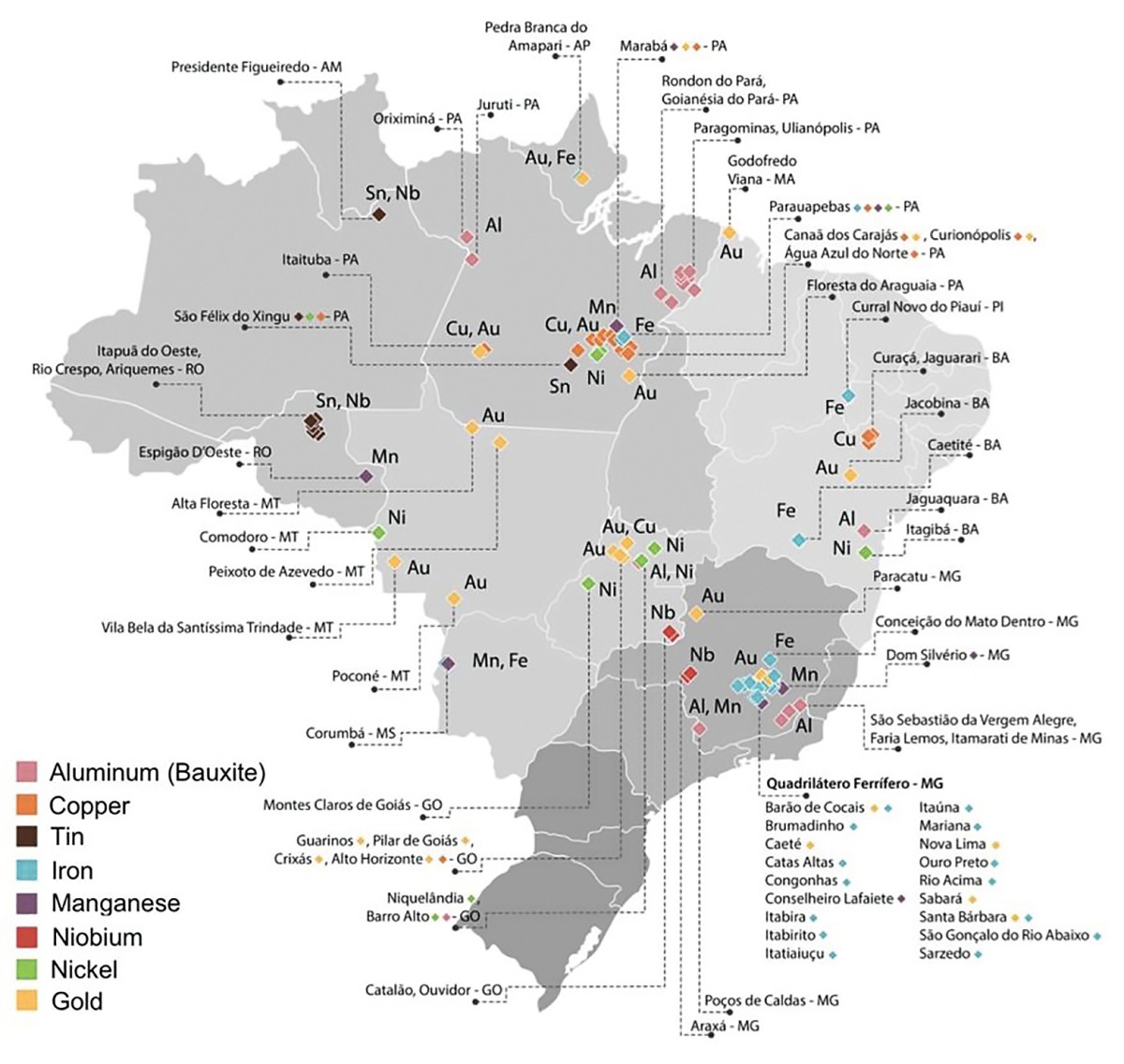
Brazil
Rainy Season (Oct – Mar)
Poor Transport Infrastructure
Mine Disasters – shutting down big miners
dam collapses
ensuing government regulations
Companies
Vale
US$23.6 per ton for Vale
Semarco
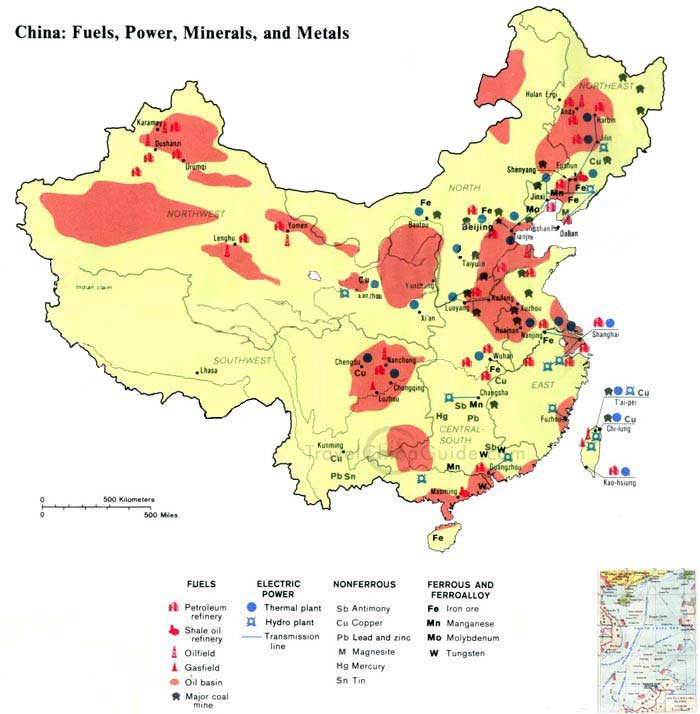
China
Disease – Coronavirus
Government Regulations
Russia
Pig Iron is an intermediary material for steel production
directly used in Basic Oxygen Furnace (BOF)
mixed with Steel Scrap to produce Cast Irons
Pig Iron is a high Fe, low residual metallic material for producing high quality iron and steel products in a wide variety of furnaces. It should not be considered as a scrap substitute but rather as a source of clean iron units that can be used to supplement and enhance the scrap charge. Many EAF operators prefer to use Pig Iron to blend with scrap and other feedstock materials due to its high Fe content, low gangue, and chemical purity.
On average, Pig Iron makes up between 5-10 percent of the global EAF metallics charge. In some parts of the world where scrap is scarce, Pig Iron can be used at up to 60 percent of the charge.
Pig Iron ingots can range in size from 3kg to more than 50kg.
The terms comes from the original castings method which looked like piglets suckling off the mother sow.
Low melting point (around 1200 °C )
Benefits
High purity, low gangue allows for the production of steel products requiring low residual content or for the use of higher percentages of lower cost scrap in the charge mix
Known and consistent chemistry certified by analysis
Chemical energy delivered efficiently by contained carbon, which promotes faster melting and increased productivity
High density can reduce the number of bucket charges, allows for increased use of lower cost, less dense materials, and reduces storage space requirements
Consistent shape and form provide efficient material handling characteristics
Easy to store with no special requirements (silos, covered space, etc.) and a very low rate of degradation (oxidation) even when stored outdoors and uncovered
Merchant Pig Iron
Merchant pig iron is cold pig iron, cast into ingots and sold to third parties as feedstock for the steel and ferrous casting industries.
Merchant pig iron is produced by:
dedicated merchant plants – all of whose production is sold to external customers: or
integrated steel mills – with iron that is surplus to their internal requirements and cast into ingots and sold to the merchant market.
Types of Pig Iron – 3 Types (mostly determined by the Si Content)
Basic Pig Iron / Steel Grade Pig Iron
Merchant Pig Iron (ie Ingots) are used mainly in Electric Arc Furnace (EAF) for the purpose of steel making.
EAF melts the Pig Iron before being transferred to the BOF
Can also straight dilute the Pig Iron with Scrap Steel without the BOF
Typical Specs
Fe : 94 – 95%
C : 3.5 – 4.5%
Si : 1.5% max
Mn : 1.0% max
P : 0.08 – 0.15% max
S : 0.05% max
Cu, Ni, Cr, Mo, Sn, Pb, Zn, V : Trace
Ingot Weight : 3.5 – 45kg
Bulk Density : 3.3 – 3.7 t/m^3
Content of Chips & Fines : < 2% as shipped
Foundry Pig Iron / Hematite Pig Iron
This type of pig iron is also known as hematite pig iron and is used in cupola furnaces for grey iron castings.
Low Sulphur
Low Phosphorus
Typical Specs
C : 3.5 – 4.5%
Si : 1.5 – 3.5%
180: 1.5 – 2%,
275: 2.5 – 3.0%
310:3.0 – 3.5%
Mn : 0.4 – 1.0%
P : 0.15% max
S : 0.05% max
Foundry Pig Iron [also known as hematite pig iron] is differentiated from steelmaking Basic Pig Iron by its higher silicon content which is derived from the source raw materials and/or from ferro-alloy additions
Low residual impurities dilute undesirable elements such as chromium, vanadium, lead and titanium in the melt and offer the potential for use of a higher proportion of lower grade, lower cost scrap.
Being manufactured from selected iron ore sources, Foundry Pig Iron has a consistent and predictable chemical and physical analysis which allows better control and variability of melting, tighter control of final casting composition and removes the requirement for costly heat treatment of castings.
Benefits
Foundry Pig Iron is suitable for iron castings used in general engineering, machine tools and parts for the automotive industry.
Due to the high proportion of iron ore used in the production of Foundry Pig Iron, the formation of pearlite in the finished casting is promoted.
This effect is enhanced when more than 10% of Pig Iron per charge is used.
The use of Foundry Pig Iron promotes graphite formation, reduces primary chill and improves machinability, particularly important in thin-walled castings
The use of costly chill reducing inoculants can be minimised through increased additions of Foundry Pig Iron.
The high density and high carbon content of Foundry Pig Iron improves melting rates or reduces energy consumption. In an electric induction furnace savings can be as high as 50 kWh/t of molten metal. In a cupola furnace savings of up to 50 kg coke/t of molten metal can be achieved.
The higher bulk density of pig iron relative to scrap means lower storage space requirements, less handling during charge make-up, fewer charge buckets and lower charging time.
The lower surface area : volume ratio relative to scrap means lower oxide (rust) formation and thus lower slag volume.
The carbon content is chemically combined and thus goes into solution more quickly with lower energy requirement than when adding a recarburiser to scrap.
Nodular Pig Iron / High Purity Pig Iron / HPPI
This is synonymous to nodular pig iron and is used for producing ductile iron castings, which is also known as SG or Spheroidal Graphite.
High Purity Pig Iron (HPPI) is differentiated from other types of pig iron by its low manganese, phosphorus and sulphur contents.
HPPI is manufactured from the smelting of ilmenite sand in electric furnaces to produce titanium dioxide slag and pig iron.
Production facilities are located in South Africa, Canada, Norway and elsewhere.
HPPI constitutes the principal ferrous feedstock material for production of ductile iron castings (also known as nodular or spheroidal graphite iron) used in high quality automotive, engineering and energy
Aside from its low Mn, P and S contents, HPPI is also low in other undesirable impurity elements.
Being manufactured from ilmenite mined on a large scale, HPPI has a consistent and predictable chemical and physical analysis casting components.
High Purity Pig Iron used for Ductile Iron Production
Typical Specs
Carbon : 3.5 – 4.5%
Si : 0.5% max
Mn : 0.05% max
P : 0.05% max
S : 0.02% max
Benefits
Low content of residual impurities
dilutes undesirable elements in the melt
offers potential for use of higher proportion lower grade, lower cost scrap
Consistent and predictable analysis
allows better control and lower variability of melting
tighter control of final casting composition = better mechanical properties of castings
removes requirement for costly heat treatment of castings
Higher bulk density than steel scrap
much lower storage space
less handling during charge make-up
fewer charge buckets required
lower charging time
Lower surface area: volume ratio than scrap
lower oxide (rust) formation = lower slag volumes
Carbon content is chemically combined
goes into solution much more quickly with less energy required than when adding a recarburiser to scrap
Low Mn content and dilution effectiveness
the required mechanical properties of most castings made with HPPI are achieved in the as-cast condition, thus eliminating costly heat treatment, a particularly attractive option for the production of castings with high impact resistance.
Higher electrical efficiency
faster melting and reduced power consumption in induction furnaces
Pig Iron Type
C
Si
Mn
S
P
Basic
3.5 – 4.5
≤1.25
≤1.0
≤0.05
0.08-0.15
Foundry
3.5 – 4.1
2.5 – 3.5
0.5 – 1.2
≤0.04
≤0.12
High Purity/Nodular
3.7 – 4.7
0.05 -1.5
≤0.05
≤0.025
≤0.035
Blast Furnace – Pig Iron Production
A blast furnace is a large reactive container.
In this complex counter-current reactive container, a carbon monoxide gas (a reducing agent) rises from below, iron ore (an oxide) and coke drop from above, and the three phases of solid, liquid, and gas coexist.
Creating Pig Iron
The ascending gas causes the temperature of the iron ore to rise to 800 degrees C in the granular zone.
Then, the iron ore enters the softening and fusible zone. Pieces of iron ore softened at a temperature between 1,000 degrees C and 1,200 degrees C mix and stick to each other in this zone.
Charged coke and iron ore remain in layers until this zone. Iron ore (an oxide) deoxidizes into iron and the melted iron falls through the dripping zone like rain and accumulates at the bottom at 1,500 degrees C.
In the meantime, hot air at the temperature of 1,200 degrees C is blown in with pulverized coal through tuyeres, which burns the coke and pulverized coal in raceways, changes into a 2,000 degree C carbon monoxide gas and moves up.
The gas travels through the rain of molten iron in the dripping zone and then passes through the softening and fusible zone which is the most difficult zone for gases to go through.
In this zone, the gas travels through a coke layer between pieces of iron ore that have stuck together. Carbon monoxide gas is also reproduced through a solution loss reaction that transforms carbon monoxide first into carbon dioxide and then back into carbon monoxide.
The gas leaves the blast furnace from the top as a blast furnace gas containing fifty-fifty carbon monoxide and carbon dioxide at the temperature of 200 degrees C after deoxidization of the iron ore in the granular zone.
Superior Foundry Pig Iron Production from Hot Pig Iron
Kobe Steel manufactures foundry pig iron of high quality by dephosphorizing and desulfurization of the hot pig iron. Our foundry pig iron are used widely for a various fields of castings in the manufacturing industry
Pig Iron Uses
Basic Pig Iron :
Creating Steel in a BOF furnace
Cast Iron Production
To produce right chemistry it is mixed with
steel scrap
FeSi,
SiMn,
FeMn
Inoculants
Nodularizers
Cast Iron has 3% Carbon
Types
Grey Cast Iron
White Cast Iron
Ductile Cast Iron
Foundry Pig iron :
Specially used for creating Grey Cast Iron in a Cupola/Induction/EAF furnace
Lower Sulphur
Lower Phosphorus
Higher Silicon
Nodular Pig Iron :
Specially used for creating Ductile Cast Iron in a Induction/EAF Furnace
Types of Pig Iron Scrap
Pig Iron Scrap
Typically produced either from surplus, defective or overflow Pig Iron
Can be either before or after the De-Sulphurization process
Defective Pig Iron is Pig iron that doesn’t meet the required chemical analysis.
Pig Iron scrap is can be dumped directly into a slag heap, or can be dumped into sand.
Pig Iron scrap is usually quite porous.
Usage
small foundries
Pig Iron Scrap Large 300mm
Granulated Pig Iron
a method for creating a more usable product from surplus molten Pig iron.
The liquid Pig iron is made into large droplets which are cooled with water, creating product that is much easier to handle
can be poured
has no sharp edges
Granulated Pig Iron – GPI
Pig Iron Skull Scrap
Skull scrap solidifies on the inside of a ladle and knocked out of the ladle after it has cooled sufficiently.
Usually comes in large pieces with a curve from the ladle
Usage
small foundries (need to be careful of size)
Beach Pig Iron
Produced when high purity Pig Iron Slabs are crushed into manageable shaped blocks.
Flat plates up to 1200mm in diameter and 400mm thick.
Contains slag; Not Produced Anymore; Made in Puddling furnaces; Replaced with Crude Steel.
Used to produce Wrought Iron
Wrought Iron
<0.1%
Strong and tough… Expensive (relatively)
Hammered & Rolled to control the internal slag; Rarely Produced Now; Replaced by Mild / Low Carbon Steel; Made
Cookware, fences, grates,
White Cast Iron
Very Hard, Abrasion Resistant, Brittle, High Compressive Strength
Lighter color in appearance when broken.
Massive castings
Chilled Cast Iron
Form of White Cast Iron
Pure Iron
0%
Soft & Ductile
Only used in Chemistry & some Medicines
Basically None
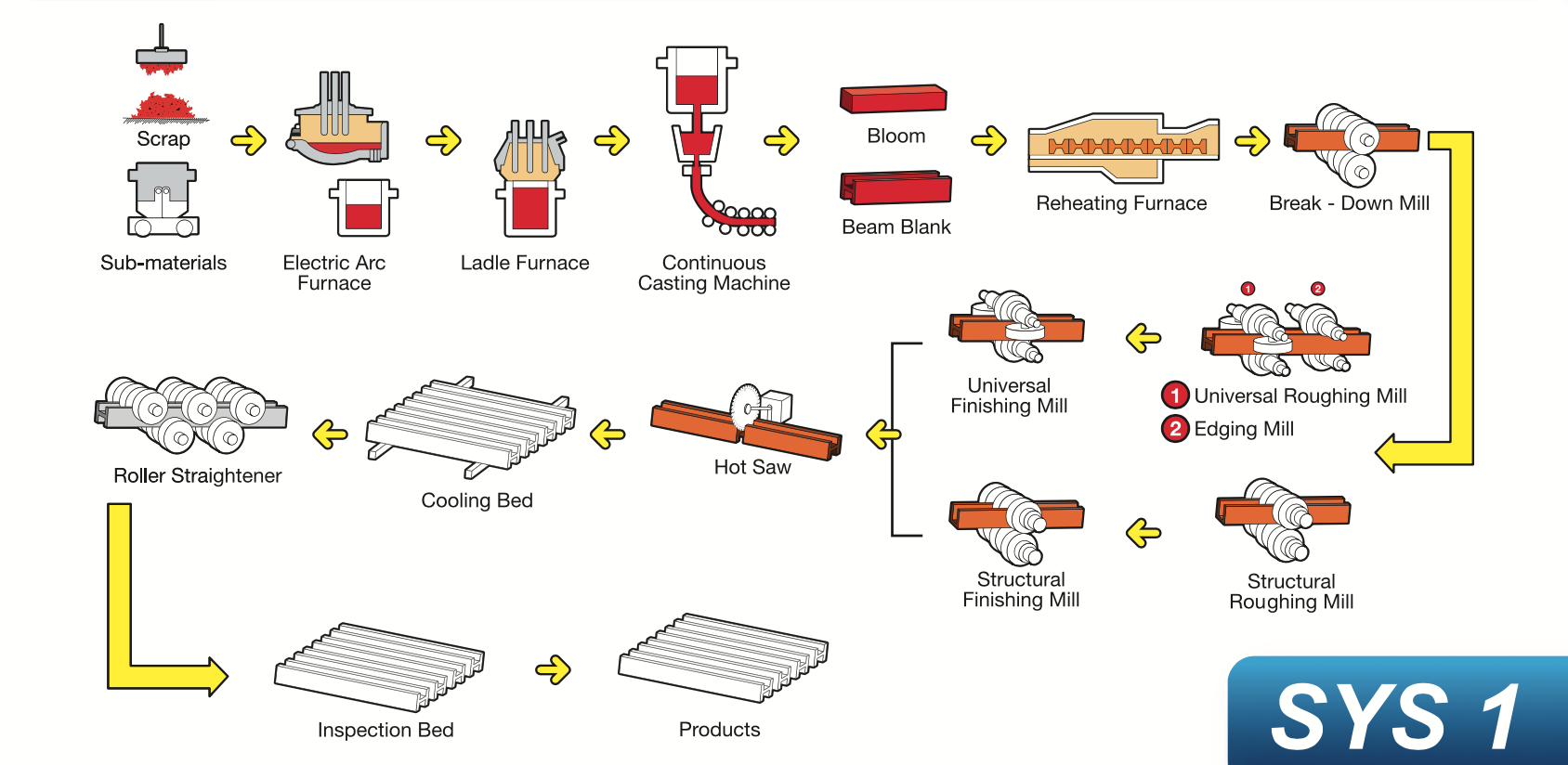
Common Steel/Iron Types
Basic Overview
Producting Steel from Raw Materials
Source the raw materials.
Coke Batteries – Coal
Briquette Plants – Fluorspar
Pelleting Plant – Iron Ore Pellets
Produce low quality Pig Iron
Produced in Blast Furnace
Convert Pig Iron into Low Carbon Steel
Produced in a Basic Oxygen Furnace (BOF)
Convert Low Carbon Steel to Alloy Steel
Produced in a Crucible after the BOF
Producing Steel from Recycled Steel
Source the recycled Materials
Heavy Melting Scrap (HMS)
Shredded Scrap
Electric Arc Furnace
Induction Furnace
Importance of Sulphur & Phosphorus
The two most common impurities that must be checked for across all ingredients to steelmaking are Phosphorus & Sulphur. These two elements unless carefully controlled can lead to the steel being weak and fracture prone.
There are specific processes to reduce these elements… Desulphurization & Dephosphorization.
Phosphorus (P)
Sulphur (S)
Sulphur is even worse than Phosphorus.
Forms Iron Sulphide at the grain boundaries which melt under high temperature.
Causes Red Shortness – when red hot steel with sulphur begins to fracture.
Causes Hot Shortness – when the internal material begins to melt and break.
Addition of Manganese can create Mangnaese Sulphide which is less harmful than Iron Sulphide.
DeSulphurization
Performed on Molten Pig Iron
either in a pig iron mixer or a torpedo car
Ferro Manganese helps reduce the effect of Sulphur
creates a Manganese Sulphide Slag
Lime Desulfurization
Calcium Oxide (CaO) or Calcium Carbide (CaC2)
added to the pig iron in between the Blast Furnace and the BOF.
Magnesium Oxide
can also be used
Aim to reduce sulphur down to 0.001%
Direct Reduced Iron (Sponge) – DRI Plant
Direct Reduced Iron Plant
Uses a different process to Blast Furnaces to create a product similar to Pig Iron. It does this without melting the iron (below 1,200 degrees), but by exposing the oxidized iron to reducing gas (hydrogen & carbon monoxide). The oxygen in the iron ore combines with the reducing gas and increases the purity of the iron.
Materials Required
Sized Ore
Concentrates
Iron Ore Pellets
Mill Scale
Furnace Dust
Properties
Highly susceptable to Rust & Oxidation
Can catch Fire (Pyrophoric)
Pig Iron Production – Blast Furnace – Deoxidization
Blast Furnace
A blast furnace is used to separate the iron ore into a more purified iron.
Materials Required
Iron Ore
Iron Briquettes
Iron ore Lumps???
Flux
Limestone
helps remove sulphur
Fluorspar ??? Maybe – Need to check
Lumps
Briquettes
Increases the fluidity of the flux
helps remove sulphur (conflicting reports on this)
Manganese Ore
Energy
Coke
Coal
Blast Furnace Factory
Pig Iron Production – HISarna Furnace – Deoxidization
HISarna Process
Developed by Tata Steel (originally by Rio Tinto) (pilot plant to be built in 2019).
Will be able to use Iron Ore Fines, and Coal Fines in order to produce pig Iron.
When steel first started to be produced in large quantities, there were two impurities which were noted to have negative effects on the properties of steel. Since then these two properties of Sulphur and Phosphorus have been tried to be kept to a minimum in all raw materials for steel production.
Phosphorus
Effects re-crystallization temperature
Recommended levels
High quality Steel : P < 0.025%
Quality Steel : P < 0.04%
Common Steel : P < 0.085%
Why its Harmful
High Phosphorus make steel very brittle when its cold
Cold working of high P steel can be a problem (should be less than 0.15%)
Negatively effects Weldability
Decreases impact toughness, plasticity, ductility
Effects the thickness of the zinc layer when galvanizing steel.
How its Removed
Uses of Ferro Phosphorus
Adding Phosphorus and Copper improves atmospheric corrosion resistance.
Phosphorus can improve electric/magnetic properties
eddy current loss
magnetic induction
Can increase the hardness of steel in low alloy steels
Can increase the tensile strength
Can improve machineability
Sulphur
Sulphur exists in many of the raw materials for steel, especially in the ores and the coke. In steel it should usually be kept below 0.05%.
Why its Harmful
The compounds of sulphur in steel (MnS, FeS) both have lower melting points (FeS melts at 985 C) than the steel around it. Hotworking is usually done at 1150 C. If the sulphur compounds collect on a grain boundary in the steel (most likely effected by the type of cooling of the steel) , then they form a weakness in the steel.
Can make the steel weak (especially under high temperature)
a problem if hot working steel
causes cracking at high temps
makes steel brittle
in the sulphide phase it acts as a stress raiser
Makes the steel difficult to weld (causes weaknesses in any welding)
Reduces corrosion resistance
Lowers the melting point, especially at the grain boundaries
sulphides melt at a lower temp than the surrounding steel.
Can effect the internal and surface quality of the steel.
Sulphur below 0.1% does not have a great effect on the steel
Recommended Levels
High Quality Steel : < 0.03%
Quality Steel : < 0.045%
Common Steel : < 0.7%
How its Removed – Desulphurizing
4 stages for removal of Sulphur
Blast Furnace
Hot Metal (HM) Pre-treatment
Basic Oxygen Furnace Converter
Secondary Metallurgy (SM) Ladle Treatment
Sulphur is removed in steel usually after it is turned into liquid pig iron.
In the transfer ladle, or charging ladle before entering the BOF
Difficult to remove by Oxidization
Desulphurizing Reagents
Lime
Its low cost and easy availability make it an attractive reagent. But it has got some critical disadvantages. During the process of desulphurization, lime particles are continuously being covered by two precipitates namely calcium sulphide (CaS) and calcium silicate (CaSiO4). These compounds impede the desulphurizing reaction by surrounding the lime and forming thick barriers at the lime – hot metal interface. In order to reduce this growth, the grain size of the lime is to be restricted to 45 micrometer maximum. The desulphurizing reaction with lime takes place as per equation: 2CaO + 2S =2 CaS + O2.
Calcium Carbide
removes 8 times as much sulphur as lime
Calcium carbide was once most used desulphurizing reagent but now it is less prevalent. Complicated material handling procedures as well as stringent environment requirements associated with the disposal of slag have negatively influenced its use. Calcium carbide is also subject to layer formation similar to lime, which impedes the desulphurizing reaction. The desulphurizing reaction with calcium carbide takes place as per equation: CaC2 + S = CaS + 2C.
Magnesium
most expensive
removes 20 times as much sulphur as lime
Magnesium has a high affinity for both oxygen and sulphur. Unlike lime, magnesium is not accompanied by oxygen when it is injected into the hot metal, therefore it can rapidly react with sulphur to form magnesium sulphide. Magnesium in solution that does not react with any oxygen in the hot metal, thus removing excess oxygen. Mono injection process with magnesium reagent is less common because of the violent nature of the reaction and the relatively complicated equipment requirement. Magnesium is the only one of the three common desulphurization reagents that is soluble in hot metal and reacts with sulphur in solution. The desulphurizing reaction with magnesium takes place as per equation: Mg + S = MgS. Due to low boiling point (1090 deg C), magnesium vapourizes as it enters the hot metal. This vapour is under high pressure which is directly related to solubility. Once in ladle, the magnesium vapour forms bubbles which rise through the hot metal, dissolve and react with sulphur in solution, forming magnesium sulphide (MgS). This magnesium sulphide then floats on the top of the ladle and settles in the slag layer, which is skimmed off. The lime that is injected with the magnesium assists in dissolution by reducing the diameter of the bubbles as well as providing precipitation sites for the MgS.
Fluorspar
Slags from Desulphurization are typically up to 50% iron
Amounts of Sulphur Reduction in Different Stages of Steelmaking
Uses of Ferro Sulphur
Added to steel used for casting
especially useful for thin castings
Improves the chip formation when machining
called “Fast Cutting Steel” / “Free Machining Steel”
Cast Irons are used primarily to produce castings. They have a carbon percentage between 2 – 3.4%, and a Silicon percentage between 1 – 3%
Cast Irons are typically cheaper to produce than Steel.
Casting with Steel is also possible and is done when a higher strength casting is desired. However steel has a higher melting point, greater shrinkage rate, and less fluidity than molten iron, making it more expensive and technically difficult.
Cast iron is produced in a Foundry. A foundry is a factory that produces metal castings.
Carbon is reduced from 4.12% until the desired Cast Iron level is achieved (2 – 3.6%)
FeSi, FeMn and Nodularizers are added
Method 2 : Induction Furnace
Pig iron is added to an induction furnace
Low Carbon Steel scrap is added to the induction furnace
this will reduce the total % Carbon in the resulting melt.
FeSi, FeMn, and Nodularizers are added
Before pouring Inoculants may be added
Method 3 : Cupola Furnace
A cupola furnace is very similar in operation to a blast furnace, but usually much smaller.
The furnace is charged with Coke and heated up.
Then scrap metal and pig iron is inserted through the top.
Use of Inoculants in Cast Iron
Inoculants provide a seed around with the crystalline graphite structure inside the iron can form.
Improves homogeneity of cast iron structure
Eliminate the formation of carbides into thin parts or salient angles
Direct the solidification towards the stable diagram, with graphite precipitation
Refine the structure (higher cells count, finer grains in the microstructure)
Improve mechanical properties
Better separate slag and metal
Decrease the tendency to dross formation
Decrease thetendency to micro-shrinkage
Decrease risk of gas formation
Decrease risk of mould/metal interface defects
Innoculants (Ba, Ca, Sr) are also added to allow the faster cooling of cast iron in order to enhance its properties. It allows the most optimum structure of the molecules in the cast iron to form, which is important in ductile iron, since the formation of nodules are key to its ductility and strength.
Inoculants can be combined with Ferro Silicon…. ie FeSiBa
Inoculants are added just before casting, as they have a time limited effect. If you add them to the melt too early, they will stop working before you are ready to cast.
Adding Inoculants to Grey Iron (Cast Iron)
Ductile Iron
Ductile iron is also referred to as nodular cast iron and is spheroidal graphite iron because the graphite within the metal takes the shape of nodules instead of elongated flakes. The rounded shape of these graphite inclusions inhibit the formation of cracks and stress points, giving the alloy enhanced ductility. The nodules are formed by adding “nodulizing elements” (typically magnesium) to the metal. Ductile iron casting is frequently used in automotive components, oil well pumps, and cable drums.
The ductility and strength comes from the nodularized graphite in the material. Ductile iron is made from Cast Iron by adding a nodularizer.
Ductile Iron is much cheaper than steel, and is better than Grey iron for applications that involve more dynamic situations (ie changes in vibration, loads, temperatures). Used in Pipes, Car Parts, Wheels, Gearboxes etc.
What do Nodularizers do?
Nodularizers are what creates Ductile iron. They create nucleus’ around which the graphite can create spherical nodules, rather than flakes.
This spherical graphite nodules are what create the ductility.
Nodularizers can be added to the melt using cored wire. Innoculants are less frequently added via cored wire, so cored wire is most often used with Ductile Iron Production.
Raw Materials Required
Pig iron (C ~ 4.12%)
Foundry Pig Iron can be used for casting as it has a higher Si value.
Regular Pig Iron can be used, but will have to add extra FeSi
Steel Scrap (Low carbon or mild steel)
Cannot use Cast Iron Scrap as the C is too high.
Ferro Silicon
Ferro Manganese
Nodularizers
Magnesium (Most common)
Cerium
Tellurium
Inoculants
Calcium Silicide
Barium
Calcium
Strontium
Grey Iron
Gray iron is casted iron with a graphitic microstructure that typically has a chemical composition of 2.5–4% carbon and 1–3% silicon by weight. The graphite forms three-dimensional flakes within the metal, which appear as fine lines on the polished surface. These graphite flakes make gray iron more brittle than its counterparts. Because of its low cost and machinability, gray iron casting is frequently used as an engineering alloy and can be found in applications such as machine tool mountings, manhole covers, and counterweights.
Used for castings where the stiffness is more important than tensile strength. Used for engine blocks, housings, decorative castings, and cookware. It is relatively low cost and has good machineability, but cannot be hot forged, extruded, or rolled. It is a fairly strong but brittle material.
The strength comes from the formation of graphite flakes in the material.
The high silicon in grey iron is the primary catalyst to force the carbon out of the solution and to form the graphite flakes that give cast iron its strength.
If you don’t use Foundry Pig Iron with its higher silicon (1.5 – 3%) than normal, then you will need to add Ferro Silicon to raise the silicon to the right level.
Raw Materials Required
Pig iron (C ~ 4.12%)
Foundry Pig Iron can be used for casting as it has a higher Si value (up to .
Regular Pig Iron can be used, but will have to add extra FeSi
Select the Index your Customer/Supplier wish to use
IODEX : Platts Iron Ore Index
62% Fe CFR North China
65% Fe CFR North China
58% Fe CFR North China
TSI : The Steel Index (CFR Tianjin) – another index
Iron Ore Fines 62% Fe CFR China
IOPEX : Platts Iron Ore Port Index (for Fines)
IOPEX 62%-Fe FOT North China
MB – metal bulletin index
Determine the Discounts you wish to offer to be based on :
Inspection Analysis Quality
Sulphur content
Phos. content
Country of Origin
Reliability of Supplier
Final price that the Customer is willing to accept
For Lumpy
Platts Premium – ie 85% of the Platts Price
Lumps Premium – ie 70% of the Platts Lump Premium
For Fines
Platts Premium – ie 85% of the Platts Price
Offer a bid price
based on the percentage of the Platts Index Prices & Premiums
Calculation Method : Offer a price date / date range
Which is the key date
Date of cargo arrival
Date of cargo departure
Midpoint date
Which price base on date is used
Will be determined by the Customer’s requirements
Exact Date of arrival
average Platts Price for the Arrival month
eg. if Cargo arrives on 1st July, then need to wait until August to get the average price for the month of July
prior 15 days price average
prior 30 day price average (rolling month average price)
Platts will publish the average price for each month
Example – Lumpy
Bidding on Iron Ore Lumps 62%
IODEX 62% Fe CFR North China
85% discount on the Index
70% discount on the Lump Premium
Arriving on 30th June 2022
Use the Rolling Month Average for the date Cargo Arrives
Sample Calculation of the Final Price after Cargo Arrived
IODEX 62% Fe CFR North China : USD130
Final Price = Platts Index Price * 85% + Platts Lump Premium * Fe Content * 70%
(130 * 85%) + (0.1847 * 62 * 70%)
USD 118.52
Bid Offer to be made to the Supplier
85% discount on the IODEX 62% Fe CFR North China Index + 70% discount on the Platts Lump Premium
Calculation Method : Rolling Month average price for the arrival date
eg. if Cargo arrives on 1st July, then need to wait until August to get the average price for the month of July
Platts will publish the average price for each month
Payment terms : 90/10
we pay 90% on receipt of documents
we pay 10% on the final settlement date after cargo arrives
Example – Fines
Bidding on Iron Ore Fines 62%
IODEX 62% Fe CFR North China
85% discount of the Index
Arriving on 30th June 2022
Use the Rolling Month Average for the date Cargo Arrives
Sample Calculation of the Final Price after Cargo Arrived
IODEX 62% Fe CFR North China : USD130
Final Price = Platts Index Price * 85%
(130 * 85%)
USD 110.5
Bid Offer to be made to the Supplier
85% discount on the IODEX 62% Fe CFR North China Index
Calculation Method : Rolling month average price for the arrival date
Platts will publish the average price for each month
Payment terms : 90/10
Bid Offer to be made to the Supplier
85% discount on the IODEX 62% Fe CFR North China Index
Calculation Method : Average Platts Price for the Arrival month
eg. if Cargo arrives on 1st July, then need to wait until August to get the average price for the month of July
eg. if Cargo arrives on 30th July, then need to wait until August to get the average price for the month of July
Platts will publish the average price for each month
Payment terms : 90/10
Example – Misc
Platts index price : USD 100
Buying : Supplier Price (85%) : USD 85
Selling : Customer Price (90%) : USD 90
Gross Profit : USD 5.00
Platts index price : USD 50
Buying : Supplier Price (85%) : USD 42.5
Selling : Customer Price (90%) : USD 45
Gross Profit : USD 2.50
Example : Index Linked Bid to Supplier
Commodity
Shipment of Sesa 62.0% Fe Fines and lumps
Origin
Liberia
Supplier
Western Clusters Limited, Liberia (A Vedanta Group company)
Quantity
One shipment containing below: 62.0% Fe Fines – 55,000 MT +/- 10% at Sellers option 45,000 MT Lumps 8-40mm 90% min 10,000 MT Fines 8mm max
Laycan
05th August 2022 – 15th August 2022
Latest Sailing Date (LSD)
End August 2022
Quality & Specification
Delivery Term
CFR Tianjin port
Price
Price shall be Indexed Linked, based on average of all quotes published over Quotation Period (QP) for Platts 62 Fe IODEX CFR North China Basis X (100 – 15 in ‘%’) for the fines;
Price shall be Indexed Linked, based on average of all quotes published over Quotation Period(QP) for Platts 62 Fe IODEX CFR North China Basis X (100-10 in ‘%’) plus 70% lumpy premium;
The seller shall charter vessel on open book basis, the freight difference shall be refunded to the buyer or paid by the buyer vice versa if the buyer selects to discharge at a China port other than Tianjin port for lumps.
Quotation Period (QP)
The month of the vessel arrival date
Payment Terms
L/C at sight. To be opened for 120% of the provisional price & issued on or before 30th July 2022 98% provisional payment upon shipment.
100% 2nd provisional payment upon finalization of QP in case of Index Linked bid Both payments under LC. LC to provide for confirmation at the cost of beneficiary. LC validity – 90 days after LSD
Provisional Price
62.0% Fe Fines: Price shall be based on average of all quotes published in QP for Platts 62 Fe IODEX CFR North China Basis X (1 – Discount in ‘%’),
Discount rate is specified in the “Price” clause above.
Premium & Penalty
62.0% Fe Fines :
For Fe above 62.5% : Fe – Bonus shall be single pro-rata For Fe below 62.0% : Fe – Penalty shall be double pro-rata
For excess Alumina (Al2O3) and Silica (SiO2): At the rate of US$ 0.05 per dry metric ton for each 1% in excess of guaranteed maximum.
For excess Phosphorus (P) and Sulphur (S): At the rate of US$ 0.05 per dry metric ton for each 0.01% in excess of guaranteed maximum.
For Size: At the rate of US$ 0.05 per wet metric ton on natural basis fractions pro-rata shall be applied to the quantity in excess of guaranteed maximum.
Rejection
Fe < 60% S > 0.5%
Discharge Rate
For Vessels 45,000 DWT and above – 20,000 MT
Quality, Sampling & Analysis
Loadport Analysis by SGS is for provisional L/C payment, CIQ at discharge port is final.
Other terms and conditions
As per our standard agreement & all Quarantine requirements at discharge port if any to be on buyers account.
BID Submission & Validity
Bid should be valid till 13st July 2022, 1900 hours IST
ISRI (North America Institute of Scrap Recycling Industries)
HMS
usually traded as a blend of HMS1&2
Premium Blend : 80/20
Mid Grade : 70/30
Low grade : 60/40
HMS 1
Min Thickness : 6.3mm (1/4″)
Does NOT contain Galvanized and blackened steel
ISRI SPEC 200 (HMS 1)
Wrought iron and/or steel scrap 1/4 inch and larger in thickness. All pieces must be smaller than 60×24 in.
ISRI SPEC 201 (HMS 1)
Same as ISRI 200 except pieces must be smaller than 36×18 in.
ISRI SPEC 202 (HMS 1)
Same as ISRI 200 except pieces must be smaller than 60×18 in.
HMS 2
Min Thickess : 3.15mm (1/8″)
Does contain Galvanized and blackened steel
ISRI SPEC 203 (HMS 1)
Wrought iron and/or steel scrap, black and galvanized, 1/8 inch and larger in thickness.
ISRI SPEC 204 (HMS 1)
Same as ISRI 203 except pieces must be smaller than 36×18 in.
ISRI SPEC 205 (HMS 1)
Same as ISRI 204 except it may contain automotive scrap, except for thin guage material.
ISRI SPEC 206 (HMS 1)
Same as ISRI 205 except pieces must be smaller than 60×18 in.
Shredded Scrap
Homogeneous iron and steel scrap, magnetically separated, originating from automobiles, unprepared No.1 and No.2 steel, miscellaneous baling and sheet scrap.
Homogeneous shredded steel scrap processed through a shredder and magnetically separated originating from automobiles, appliances, heavy melting steel, and miscellaneous sheet steel.
All obvious non-metallics and copper should be manually removed. Total copper content must not exceed 0.30%.